

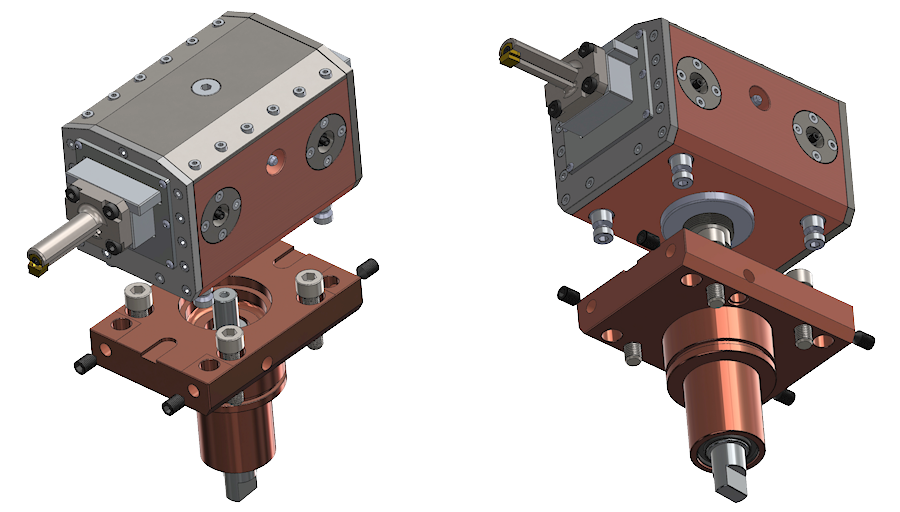










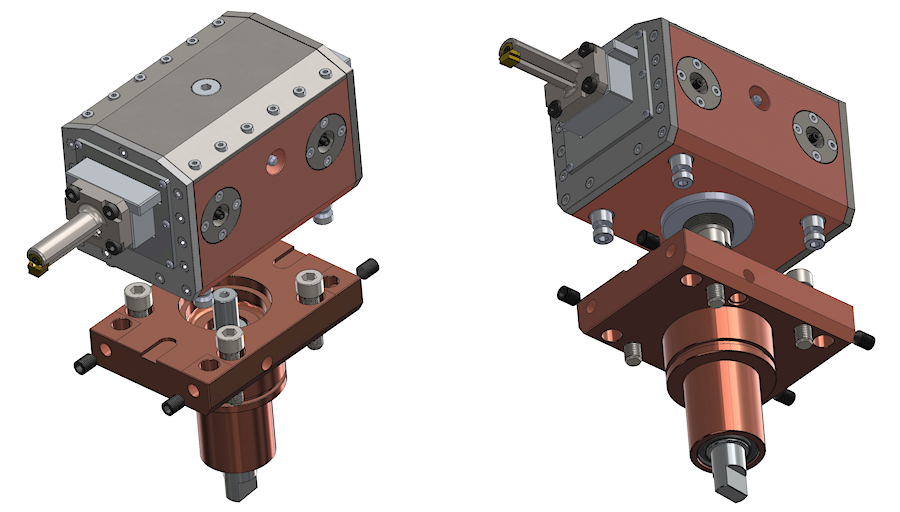
La ranuradora motorizada REV ha sido realizada para solucionar, de la forma más eficaz, el problema de tener que realizar en el torno CNC determinadas mecanizaciones, que van del simple asiento para chaveta a perfiles dentados internos o externos.
La ranuradora motorizada REV ha sido diseñada para obtener la máxima rigidez posible. Esta característica permite un uso muy prolongado del inserto y un óptimo grado de acabado de la superficie mecanizada.
El uso de esta ranuradora ofrece grandes ventajas: además de ser muy rápida realizando mecanizaciones, no requiere el desplazamiento de la pieza a otras máquinas, donde sería necesaria otra ubicación.
La ranuradora motorizada REV dispone de varios registros, útiles para obtener una mecanización correcta, y puede realizar mecanizaciones internas o externas.
La ranuradora REV está protegida con patente.
Corrección del error longitudinal
Es posible modificar el ángulo de trabajo de la ranuradora motorizada. Esta operación sirve para corregir posible errores longitudinales. Para realizarla, es suficiente disponer de una llave Allen de 5 mm. Girando la llave a la derecha o a la izquierda, se modificará el ángulo de corte de la ranuradora motorizada.
Este tipo de regulación está protegida con patente.
Corrección simétrica
Para corregir los errores de simetría, en caso de que se utilice un torno que no dispone de eje Y, es suficiente aflojar los cuatro pernos que fijan frontalmente la herramienta en el componente central en movimiento. Después, girando con una llave hexagonal de 6 mm el perno de regulación del eje Y situado en la parte posterior del componente más arriba mencionado, se obtendrá un desplazamiento de la herramienta de +/- 0,5 mm, suficiente para corregir los errores de simetría, creando de hecho el eje que falta.
Este tipo de ajuste, absolutamente indispensable para realizar mecanizaciones exactamente en el centro de la pieza que debe trabajarse, está protegido con patente.
Mecanización de perfiles externos
En este breve vídeo se muestra una mecanización externa: la realización de un perfil ranurado externo DIN 5482 módulo 2,5 Z=30.
El material trabajado es de acero aleado con dureza 35 HRC.
El tiempo de realización de un solo asiento es de 4 segundos, mientras que el tiempo total de realización de todo el perfil dentado es de unos dos minutos.
Debido a la gran rigidez de la herramienta, la mecanización resulta muy simple y con un grado de acabado óptimo.
Para un uso correcto y eficaz de esta herramienta, la empresa REV srl facilita gratuitamente a sus clientes un programa realizado específicamente. Este programa está disponible para todos los tornos CNC presentes en el mercado.
Mecanización interna
En este breve vídeo se muestra una mecanización interna: la realización de ocho asientos para chaveta con un espesor de 8 mm.
El material trabajado es de acero aleado con dureza 35 HRC.
El tiempo de realización de una chaveta es de 6 segundos, mientras que el tiempo total de las ocho mecanizaciones es de unos 50 segundos.
Debido a la gran rigidez de la herramienta, la mecanización resulta muy simple y con un grado de acabado óptimo.
Para un uso correcto y eficaz de esta herramienta, la empresa REV srl facilita gratuitamente a sus clientes un programa realizado específicamente. Este programa está disponible para todos los tornos CNC presentes en el mercado.
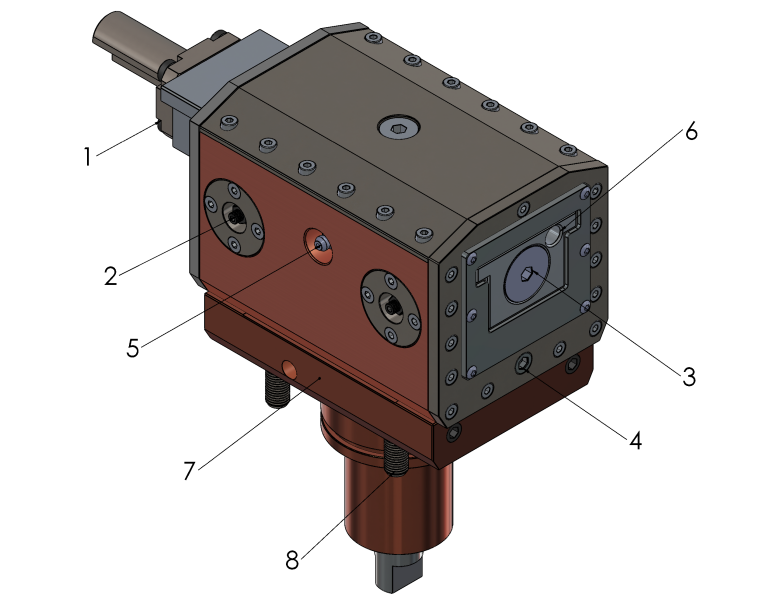
1) Tornillos de fijación de la herramienta
Los tornillos de fijación de la herramienta deben ser aflojados ligeramente antes de efectuar la corrección de los errores de simetría. Antes de reanudar el trabajo, hay que asegurarse de haber apretado de nuevo los tornillos de fijación de la herramienta.
2) Tornillos de regulación de chavetas
Tras un largo uso de la ranuradora será necesario eliminar los potenciales juegos que se hayan creado en la herramienta. Realice esto desenroscando la tuerca hexagonal, enrosque el tornillo central y, por último, apriete de nuevo la tuerca hexagonal. Realice esta operación en las cuatro chavetas de la ranuradora.
3) Perno de regulación del eje Y
Sirve para corregir posibles errores simétricos entre el orificio y la mecanización que estamos realizando. Tras haber aflojado los tornillos de fijación de la herramienta 1, gire a la derecha o la izquierda el perno de regulación del eje Y. De esta forma, será posible desplazar la herramienta a lo largo del eje Y. El campo de registro es de +/- 0,5, ampliamente suficiente para corregir todos los errores simétricos en los tornos que no disponen de eje Y.
4) Tornillo de ajuste del ángulo de corte
Este tornillo sirve para corregir posibles errores de conicidad debidos a flexiones mecánicas. Interviniendo hacia la derechao hacia la izquierda, es posible cambiar el ángulo de corte +/- 3° aprox. Este rango es suficiente para corregir los posibles errores de conicidad.
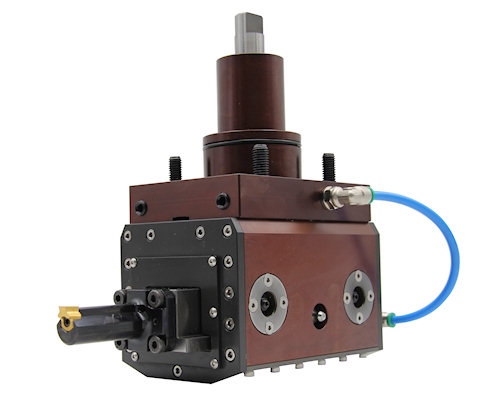
5) Engrasadores
Estos dos engrasadores están encajados en la estructura externa de la ranuradora motorizada y sirven para introducir la grasa tras un uso aproximado de 10 horas, entendido como tiempo de uso efectivo de la herramienta (veáse el ejemplo de cálculo para engrases).
6) Orificio roscado para conducción interna 3/8” gas
Todas las herramientas disponen de orificios para el paso del refrigerante. La conducción interna se aconseja respecto de la conducción externa y permite encauzar el lubricante hacia la zona de corte.
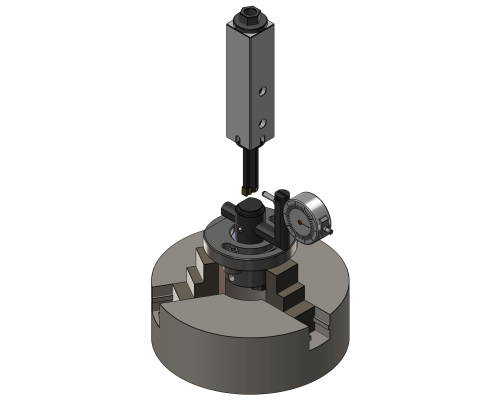
7) Zona de alineación
Es la zona que debe utilizarse para el control mediante comparador.
8) Pernos de fijación de la ranuradora en la torre porta-herramientas del torno
Son los pernos con los que la ranuradora se fija en la torre porta-herramientas del torno.
PRIMER USO
Monte la ranuradora en el torno. Afloje ligeramente los pernos de fijación 8 y alinee la ranuradora utilizando un comparador. Este último debe apoyarse en la zona de alineación 7. Una vez alineada perfectamente la ranuradora, apriete de nuevo los pernos 8 y accione la ranuradora a 150 movimientos al minuto durante unos 10 minutos. Engrase, con aceite común para guías, la corredera en movimiento. Esto servirá para suavizar las juntas y para poner en movimiento la ranuradora antes del uso.
ENGRASE
Para preservar los componentes mecánicos, aconsejamos engrasar la ranuradora cada 10 horas de uso, entendido como uso efectivo (véase el ejemplo de cálculo para engrases).
Utilice preferiblemente Persian Poligrease EP 1.
Con el fin de introducir la cantidad correcta de grasa hay que proceder respetando los pasos siguientes:
- Desenrosque el tapón presente en la tapa del motorizado.
- Empiece a introducir la grasa, utilizando los engrasadores correspondientes.
- Suspenda la introducción de grasa cuando esta salga por el orificio.
- Enrosque de nuevo el tapón y reanude el uso del instrumento.
Ejemplo de cálculo para engrases
Si para producir una pieza son necesarios 2 minutos y para realizar solo el asiento para
la lengüeta se necesitan 10 segundos, engrase tras unas 3.600 piezas.
MANTENIMIENTO
Tras un largo periodo de uso (unas 1.000 horas) será necesario someter a mantenimiento la ranuradora, sustituyendo las partes sometidas a desgaste, como los cojinetes, las juntas, etc.
MECANIZACIONES INTERNAS/EXTERNAS
Esta ranuradora motorizada es capaz de realizar mecanizaciones internas o externas.
Será suficiente invertir el sentido de rotación del motor de la siguiente forma:
mando M03 = mecanización interna
mando M04 = mecanización externa.
Según si se trate de una mecanización interna o externa, la herramientas deberá fijarse orientando el inserto en la dirección de corte.
SEPARACIÓN EN FASE DE RETORNO
Durante la fase de retorno, la herramienta se separa de la superficie trabajada unos 0,25 mm. Este movimiento es indispensable para preservar la integridad del inserto.