
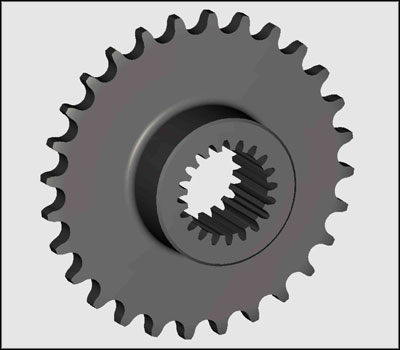
En la imagen mostrada en la figura se ha realizado un dentado interno (módulo 2.5 Z=20) utilizando la herramienta para brochado REV BROACHING TOOL. El trabajo resulta ser sencillo no solo para ejecutarlo sino también para programarlo. Para el dentado interno sin anillo de rebaba nuestra empresa puede proporcionar programas específicos para cada una de las máquinas CNC actualmente en el mercado.
EJEMPLO DE PROGRAMACIÓN:
Destacado de color rojo solo los valores a modificar
O1000(LLAMADA DE MACRO O1000)
#1=0 (0=TRABAJO-INT. 1=TRABAJO-EXT.)
#2=0707 (NÚMERO DE HERRAMIENTA- ATENCIÓN: NO INTRODUZCA T ANTES DE 0707)
#3=15.0 (DISTANCIA DE INICIO DE TRABAJO EJE Z)
#4=0.2 (DISTANCIA DE INICIO DE TRABAJO EJE X)
#5=25 (DIÁMETRO DEL AGUJERO O EJE)
#6=8 (ANCHURA DEL INSERTO)
#7=3.3 (PROFUNDIDAD DE TRABAJO EN EL RADIO EJE X)
#8=30 (LONGITUD DE TRABAJO EJE Z)
#9=6000 (VELOCIDAD DE CORTE EN MILÍMETROS POR MINUTO)
#10=0,05 (INCREMENTO DE PASADA)
#11=0 (ERROR DE CONICIDAD ADMITIDO MÁX. 0.25 EN RADIO)
#12=90 (ÁNGULO DE SALIDA 90°/45°)
#13=2 (NÚMERO DE ACABADOS EN CERO)
#14=23 (NÚMERO DE TRABAJOS)
#15=0 (ÁNGULO C ANTES DE TRABAJO)
#16=15.6521 (ÁNGULO ENTRE LOS TRABAJOS)
#17=0 (CÓDIGO G DE RETORNO 0=RÁPIDO -1=TRABAJO)
#18=6000 (AVANCE DE RETORNO EJE Z ACTIVO SOLO SI #17=1)
#19=0 (ÁNGULO DE TRABAJO 0=CILÍNDRICO/CON VALOR=CÓNICO)
#20=0 (ÁNGULO HÉLICE +- INTERPOLADO CON EJE C)
#21=0 (DIÁMETRO PRIMITIVO DEL DENTADO SPIRAL)
#22=35 (CÓDIGO M DE ACTIVACIÓN EJE C)
#23=34 (CÓDIGO M DE DESACTIVACIÓN EJE C)
#24=90 (CÓDIGO M DE DESBLOQUEO FRENO C)
#25=89 (CÓDIGO M DE BLOQUEO FRENO C)
#26=8 (REFRIGERANTE 8=ON 0=OFF)
#27=1 (FRENO 0=NO 1=SÍ)
M98P8000 (LLAMADA MACRO)
(M99=RETORNO PROGRAMA PRINCIPAL)
O BIEN (M30=FIN DE PROGRAMA)