
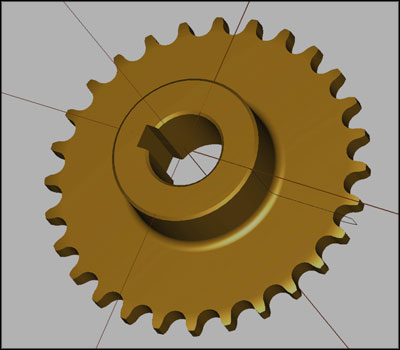
L'exemple de la figure concerne le brochage d'une clavette sur un pignon à chaine, exécuté avec le REV BROACHING TOOL. Pour obtenir un brochage sans ébarbures, on exécute la clavette avec un biseau de 0,2 x 45° sur les angles correspondants au trou d'un diamètre de 25 H7. L'utilisation du REV BROACHING TOOL permet d'éviter de déplacer la pièce, en réduisant sensiblement les délais d'usinage, et permet d'équiper la machine beaucoup plus rapidement par rapport aux machines à brocher et mortaiseuses traditionnelles. Grâce au REV BROACHING TOOL, en outre, une fois que le premier contrôle de la symétrie de la clavette a été effectué, toutes les clavettes réalisées seront parfaitement symétriques par rapport au niveau diamétral du trou, ce qui est par contre très difficile à obtenir quand les usinages de tournage et de brochage sont exécutés sur des machines différentes, à cause de l'erreur de prise qui s'ensuit inévitablement.
EXEMPLE DE PROGRAMMATION :
Les valeurs à modifier sont en rouge
O1000 (RAPPEL MACRO O1000)
#1=0 (0=USINAGE -INT 1=USINAGE -EXT)
#2=0707 (NUMÉRO DE L'OUTIL - ATTENTION : NE PAS SAISIR T AVANT 0707)
#3=15,0 (DISTANCE DE DÉBUT D'USINAGE AXE Z)
#4=0,2 (DISTANCE DE DÉBUT D'USINAGE AXE X)
#5=25 (DIAMÈTRE DU TROU OU ARBRE)
#6=8 (LARGEUR DE LA PLAQUETTE)
#7=3,3 (PROFONDEUR D'USINAGE SUR LE RAYON AXE X)
#8=30 (LONGUEUR USINAGE AXE Z)
#9=6000 (VITESSE DE COUPE EN MILLIMÈTRES PAR MINUTE)
#10=0,05 (AUGMENTATION DE PASSE)
#11=0 (ERREUR CONICITÉ ADMISSIBLE MAX. 0,25 SUR RAYON)
#12=90 (ANGLE DE SORTIE 90° / 45°)
#13=2 (NOMBRE DE FINITIONS À ZÉRO)
#14=1 (NOMBRE D'USINAGES)
#15=0 (ANGLE C AVANT USINAGE)
#16=0 (ANGLE ENTRE LES USINAGES)
#17=0 (CODE G RETOUR 0= RAPIDE- 1=USINAGE)
#18=6000 (AVANCE RETOUR AXE Z ACTIF UNIQUEMENT SI #17=1)
#19=0 (ANGLE D'USINAGE 0=CYLINDRIQUE / AVEC VALEUR=CONIQUE)
#20=0 (ANGLE HÉLICE ± INTERPOLÉ AVEC AXE C)
#21=0 (DIAMÈTRE PRIMITIF DE LA DENTURE SPIRAL)
#22=35 (CODE M ACTIVATION AXE C)
#23=34 (CODE M DÉSACTIVATION AXE C)
#24=90 (CODE M DÉBLOCAGE DU FREIN C)
#25=89 (CODE M BLOCAGE DU FREIN C)
#26=8 (RÉFRIGÉRANT 8=ON 0=OFF)
#27=1 (FREIN 0=NON 1=OUI)
M98P8000 (RAPPEL MACRO)
(M99=RETOUR AU PROGRAMME PRINCIPAL)
OU (M30=FIN DU PROGRAMME)