
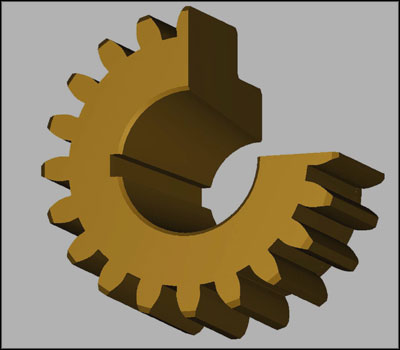
A imagem acima ilustrada mostra um exemplo de brochagem efetuada com REV BROACHING TOOL no interior de uma engrenagem com furo cónico. A brochagem da chaveta segue o perfil do furo cónico e é sempre angular em relação ao eixo horizontal da peça. Trata-se de uma usinagem muito difícil para realizar com as brochadoras e escateladoras tradicionais mas, ao contrário, é uma operação muito simples e rápida para executar com o REV BROACHING TOOL em tornos ou centros de usinagem CNC. A execução de um chanfro de 0.2 x 45° nos ângulos da chaveta no interior do furo cónico permite obter uma peça sem nenhuma rebarba. A nossa empresa pode fornecer programas específicos para cada uma das máquinas CNC atualmente disponíveis no mercado.
EXEMPLO DE PROGRAMAÇÃO:
Evidenciado com a cor vermelha somente os valores a modificar
O1000 (CHAMADA MACRO O1000)
#1=0 (0=USINAGEM INT. 1=USINAGEM EXT.)
#2=0707 (NÚMERO DA FERRAMENTA- ATENÇÃO: NÃO INSERIR T ANTES DE 0707)
#3=15.0 (DISTÂNCIA DO INÍCIO DE TRABALHO DO EIXO Z)
#4=0.2 (DISTÂNCIA DO INÍCIO DE TRABALHO DO EIXO X)
#5=25(DIÂMETRO DO FURO OU EIXO)
#6=8 (LARGURA DO INSERTO)
#7=3.3 (PROFUNDIDADE USINAGEM NO RAIO EIXO X)
#8=30 (COMPRIMENTO USINAGEM EIXO Z)
#9=6000 (VELOCIDADE DE CORTE EM MILÍMETROS POR MINUTO)
#10=0,05 (AUMENTO DE PASSADA)
#11=0 (ERRO CONICIDADE ADMITIDO MÁX. 0.25 NO RAIO 0.25 NO RAIO)
#12=90 (ÂNGULO DE SAÍDA 90°/45°)
#13=2 (NÚMERO DE ACABAMENTOS EM ZERO)
#14=1 (NÚMERO DE USINAGENS)
#15=0 (ÂNGULO C ANTES DA USINAGEM)
#16=0 (ÂNGULO ENTRE AS USINAGENS)
#17=1 (CÓDIGO G RETORNO 0= RÁPIDO- 1=TRABALHO)
#18=6000 (AVANÇO RETORNO EIXO Z ATIVO SOMENTE SE #17 =1)
#19=5 (ÂNGULO DE TRABALHO 0=CILÍNDRICO/COM VALOR=CÓNICO)
#20=5 (ÂNGULO HÉLICE +- INTERPOLADO COM EIXO C)
#21=0 (DIÂMETRO PRIMITIVO DO DENTADO ESPIRAL)
#22=35 (CÓDIGO M ATIVAÇÃO EIXO C)
#23=34 (CÓDIGO M DESATIVAÇÃO EIXO C)
#24=90 (CÓDIGO M DESBLOQUEIO FREIO C)
#25=89 (CÓDIGO M BLOQUEIO FREIO C)
#26=8 (REFRIGERANTE 8=ON 0=OFF)
#27=1 (FREIO 0=NÃO 1=SIM)
M98P8000 (CHAMADA MACRO)
(M99=RETORNO PROGRAMA PRINCIPAL)
OU (M30=FIM DE PROGRAMA)