
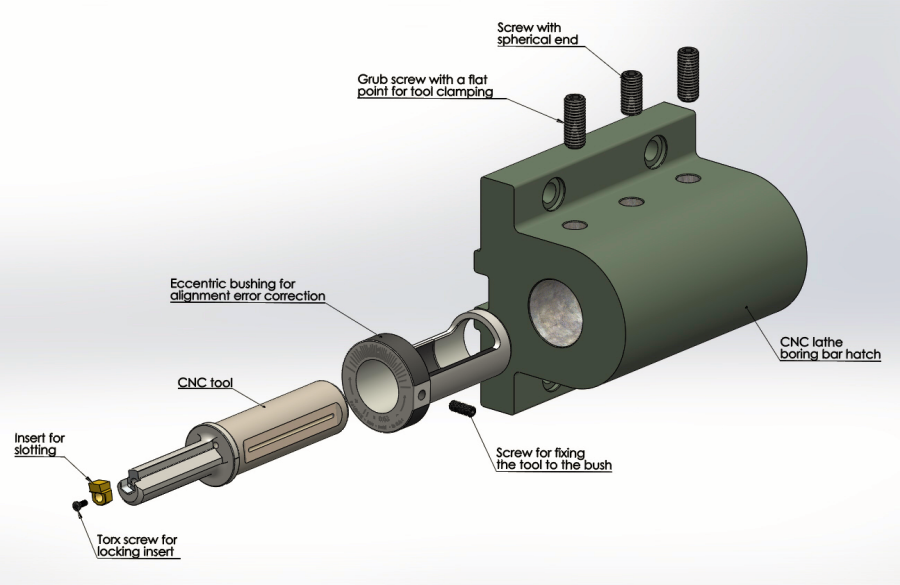
1. 将镶件放入刀具外壳,用螺丝刀拧紧梅花形螺钉,将其夹紧;
2. 将刀具放入偏心套,将刻在刀具衬圈上的白色凹槽与衬套正面的 0 对准;然后,拧紧衬套衬圈上径向定位的夹紧螺钉,将刀具锁紧在衬套上
3. 将由衬套和刀具组成的单元插入车床的镗杆口内,然后拧紧球面端位于刀具套杆上定心槽内的螺钉,注意不要完全挡住刀具,最后拧紧两个平头定位螺钉。
在车床上使用的建议
为了方便旋转 REV 偏心套进行校正,我们建议操作者在装配刀具时给偏心套上油。
如果在加工的工件上检测到对准误差,且需要通过旋转偏心套进行纠正,我们建议首先松开螺钉(10) 和 (11),然后再松开螺钉 (8)。 纠正完成后,先拧紧第一个螺钉 (8),然后再拧紧螺钉 (10) 和 (11)。
我们建议尽可能精确地拓宽镗杆口上的一个螺纹孔(但这不是必要操作),以便插入一个更大的平头螺钉 (10),从而保证一个大的支撑面,并相应地保证刀具的完美定位。 我们特别建议使用 16 mm 或更大的螺钉。
我们建议确保所有螺钉都有夹紧刀具所需的表面,完全平整且没有任何损坏或变形。否则,应立即更换新螺钉。
在装配过程中,必须拧紧球面螺钉 (9),不要过度用力,然后再拧松两圈,这样弹簧就会一直装在刀具上。事实上,这些螺钉并不是用于夹紧刀具,而只是在偏心套旋转时将其固定到位。