











我们的历史 |
我们的公司 |

基于 Paolo Franchini 先生在机械领域积累的 18 年经验,我们的公司 - F.P.Officina Meccanica(F.P. 机械厂)于 1998 年成立了,多年来一直为第三方开展插削和拉削业务,所涉及行业包括液压、汽车、生物医药、减速器、齿轮构造、土方机械等。
随着时间的推移,在插削和拉削业务之外,还拓展了机械零件的数控车削和铣削业务,在其上通常还需要进行内键、六槽取力器和齿的加工。在传统的拉床和插床上实现这些加工过程时,除了需要很长的时间来执行各种工具的装备工作之外,由于夹持待加工工件时频繁出现的问题和难以获得必要的精度,从而使加工过程变得非常复杂。为了克服这些问题和困难,产生了在公司内部生产一种专门刀具的想法,其可以直接在数控车床或加工中心上进行拉削。由于在 CAD 和 CAM 设计方面拥有丰富的经验,因此使得这种刀具的校准成为了可能。
在此情况下,开发出了用于数控机床的拉削系统 - “REV 拉刀”,经过多年的设计和长期内部测试,然后将其推向了市场,并提供给所有希望克服在拉削和插削过程中碰到与我们类似问题的公司。毫无疑问,REV 拉刀是解决这些问题的有效方案,因为在无需配备其他机器或求助于第三方分包商的情况下,它允许直接在数控机床(车床、加工中心、铣床等)上实现拉削和插削加工。此外,还保证加工具有极佳的光洁度,并且始终处于公差范围内。我们还发现,REV 拉刀还可以成功地在传统型机床(插床和牛头刨床)上使用,并具有出众的多功能性和坚固性。
迄今为止,所有使用过 REV 拉刀拉削系统的客户都对所达到的加工质量以及节省的大量时间和金钱表示非常满意,让客户满意是我们最根本的宗旨,也是我们进一步改进的最大动力。
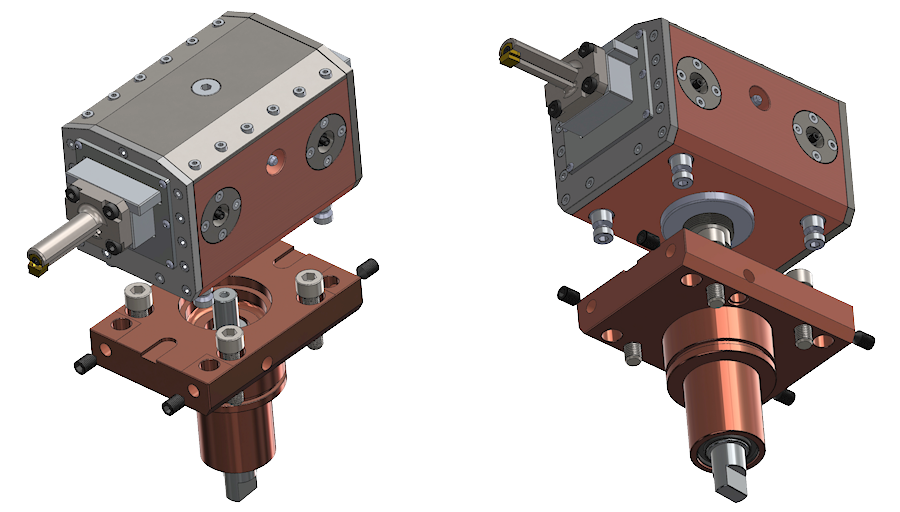
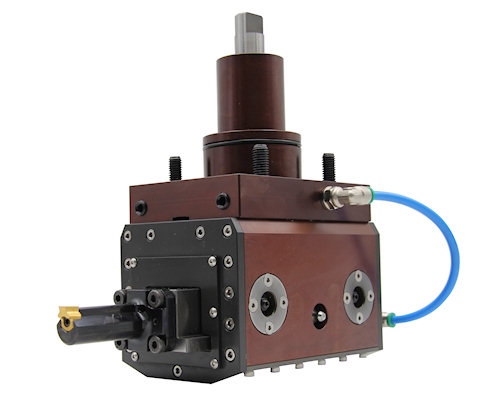
REV 拉刀可直接在数控车床、加工中心或铣床上用于需要直线切割的加工过程,如拉刀开槽或加工键槽、PTO 和内齿轮,速度相当快,精度非常高。除了不必在拉削或开槽时拾取工件并安装到其他机床上这个优势外,该刀具还可以确保拉削过程正确进行,同时也保证其他加工过程的正确进行。REV 拉刀可在插床或牛头刨床上使用,是传统刀具的绝佳替代品。该刀具拥有可重复使用的刀体和可更换镶件,因此通用性很强。REV 拉刀的高刚性确保了镶件锋利边缘能具有特别长的使用寿命,并可确保在与工件轴线完全一致的情况下进行拉削或开槽。用这种刀具加工所达到的表面光洁度标准非常高。所有这些特点使 REV 系统成为目前市场上最方便有效的一种机械精密加工系统。REV 拉刀有多种尺寸,涵盖了所有最常见的加工尺寸,并且每种镶件尺寸可以有不同的公差等级。我们可根据客户的要求快速设计出特殊的镶件尺寸或刀具形状。
REV 拉刀由经淬火和回火的工具钢制成。放置镶件的部分硬化到 58/60 HRC,具有很强的抗压性,保证了刀具能有很长的使用寿命。REV 拉刀上设有多个 3.5 mm 的孔,用于强制供应冷却液。除了润滑和冷却刀片外,冷却液还用于将拉削或开槽产生的切屑从盲孔中排出。该刀具有两种插口直径(25 和 32)。 每个插口直径都支持两种刀具:标准刀具和长刀具(在代码中用后缀“L”标识)。我们还会根据客户需求生产具有灵活性高的特殊刀具。REV 拉刀与现在市场上类似的刀具不同,其专利的偏心衬套完全没有对称性误差。提供这种衬套的目的是使任何没有 Y 轴的车床能够在与工件完全对齐的情况下进行加工。 REV 拉刀可确保减少对机床轴承的冲击。迄今为止,在众多 REV 系统用户中,并没有人报告过 CNC 拉削所造成的断裂或异常磨损问题。REV 所执行的测试表明,加工 20 mm 宽键槽的切割力与加工直径为 14 mm 的普通孔的切割力相当。

就标准加工而言,REV 拉刀可以进行所有与拉刀开槽或加工键槽有关的加工(单次或多次定时,在圆柱孔或圆锥形孔上,有或没有退刀槽,在底座上有或没有 0.2 mm x 45° 的倒角)。例如,使用特殊工具也可以执行 PTO、方形孔、五边形孔和六边形孔以及渐开线齿的加工。对于拉削来说,1 mm 时最小的孔尺寸。采用标准加工时,最大加工深度为 200 mm 。当需要执行大键槽加工时,最好分两步进行操作:一个粗加工阶段,去除大约 50% 的材料,一个精加工阶段,加工到所需的尺寸。因此,您可避免刀具上的过度压力,并同时改善精度和表面。可以加工的材料包括:
• 高合金和低合金低碳钢,以及非合金钢;
• 不锈钢、淬火和回火钢、铸铁、AVP;
• 非铁材料,如铝合金和钛;
• 铜合金、青铜和工程塑料。

拉削和开槽镶件由烧结合金制成,经热处理后,硬度可达到 72 HRC。REV 拉削镶件在使用这种材料后具有很高的韧性并可以承受很强的压力。因此,在加工过程中,该镶件可对钢件使用最大 0.2 mm 的增量,对铸铁件使用最大 0.3 mm 的增量,而不会发生断裂。如果用其他材料(如目前市场上的大多数材料)制造镶件,则不可能实现这么大的增量。镶件还要进行表面处理,即 TiN 涂层,具有抗磨和防粘的特性。通过对镶件的侧面进行研磨,可重新将其磨利。这一过程可消除妨碍镶件在拉削阶段垂直于工件基准轴进行切削的凹痕。镶件形状突出,因此可以接受多次重磨。所有这些特点使 REV 镶件具有超长的使用寿命。可立即交付的镶件有 27 种尺寸(考虑以 mm 和英寸为测量单位),每种尺寸有 4 个公差等级(C11、D10、H7 和 P6)。以 mm 为单位的镶件,其代码以“SM”结尾,在孔与拉削槽壁的交汇点上执行 0.2x45° 倒角,去除孔内毛刺。只能在 UNI 键上执行这种倒角。我们还可根据客户的需求生产特殊镶件。使用重磨机床将 REV 镶件磨利,标准的砂轮就能胜任此任务。重磨机有一个舒适的夹具,并确保镶件从刀杆突出,使操作更容易执行。