PARÂMETROS DE CORTE SISTEMA REV
Parâmetros de corte sugeridos
| Velocidade de corte (mm/min.) | Aumento (mm) recomendado | Aumento (mm) mín | Aumento (mm) máx | |
| Alumínio | 10000 | 0,2 | 0,1 | 0,25 |
| Aço macio | 8000 | 0,11 | 0,06 | 0,15 |
| Ferro fundido | 6000 | 0,13 | 0,06 | 0,2 |
| Aço comum | 6000 | 0,08 | 0,04 | 0,12 |
| Aço bonificado | 5000 | 0,06 | 0,03 | 0,08 |
| Aço inox | 5000 | 0,06 | 0,03 | 0,08 |
| Plástico | 10000 | 0,25 | 0,2 | 0,3 |
| Bronze - Latão | 7000 | 0,1 | 0,05 | 0,15 |
Nota: Para medidas de insertos ≥ a 18mm recomenda-se de subdividir o processamento em duas fases: desbaste e acabamento.
PARÂMETROS DE CORTE FRESADORA REV
Para garantir uma longa duração do inserto e um ótimo acabamento no processamento, recomenda-se de respeitar os parâmetros sugeridos (ver a tabela de parâmetros).
Espessura mínima realizável nos vários materiais e parâmetros de corte
| Curso 35 mm | Curso 50 mm | Curso 65 mm | Velocidade de corte | Aumento | |
| Alumínio | 14mm | 14mm | 14mm | 38 m/min. | 0,06 / 0,15 mm |
| Aço macio | 12mm | 12mm | 12mm | 33 m/min. | 0,04 / 0,07 mm |
| Ferro fundido | 12mm | 12mm | 10mm | 28 m/min. | 0,04 / 0,07 mm |
| Aço comum | 12mm | 12mm | 10mm | 30 m/min. | 0,03 / 0,05 mm |
| Aço bonificado | 10mm | 10mm | 10mm | 25 m/min. | 0,02 / 0,04 mm |
| Aço inox | 10mm | 10mm | 10mm | 25 m/min. | 0,02 / 0,04 mm |
| Plástico | 14mm | 14mm | 14mm | 40 m/min. | 0,07 / 0,15 mm |
| Bronze - Latão | 12mm | 10mm | 10mm | 30 m/min. | 0,03 / 0,06 mm |
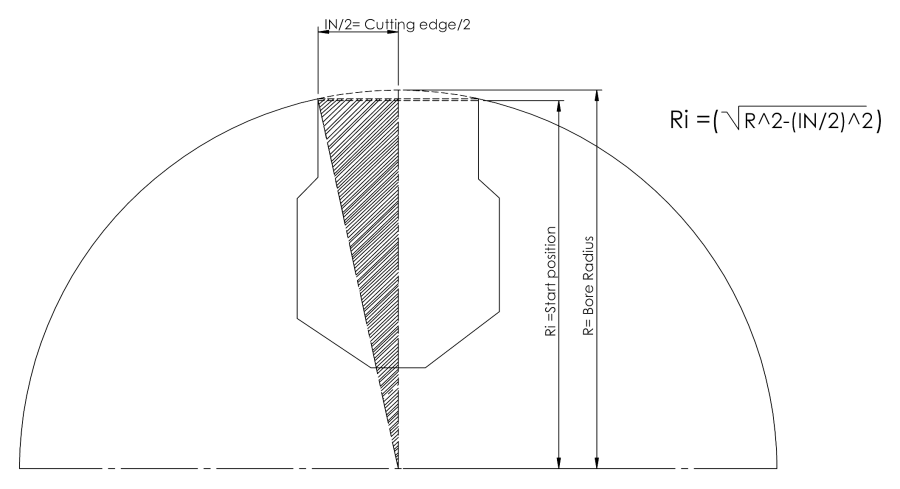
CÁLCULO INÍCIO PROCESSAMENTO EM X
Para evitar colisões, definir a distância em X calculando o ar tangente.