

Super User
BROCCIATURA SU STOZZATRICE

CHIAVETTA INTERNA PASSANTE

L'esempio riportato nella figura è relativo alla brocciatura di una chiavetta su un pignone a catena, eseguita con il REV BROACHING TOOL. Per ottenere una brocciatura priva di bave si esegue la chiavetta con uno smusso di 0.2 x 45° negli angoli adiacenti al foro diam. 25 H7. L'utilizzo del REV BROACHING TOOL permette di evitare di movimentare il pezzo, riducendo molto i tempi di lavorazione, e consente un attrezzaggio-macchina molto più veloce rispetto alle macchine brocciatrici e stozzatrici tradizionali. Con il REV BROACHING TOOL, inoltre, una volta effettuato il primo controllo della simmetria della chiavetta, tutte le chiavette realizzate saranno perfettamente simmetriche rispetto al piano diametrale del foro, cosa invece molto difficile da ottenere quando le lavorazioni di tornitura e di brocciatura vengono eseguite su macchine diverse, a causa dell'errore di presa che inevitabilmente si genera.
ESEMPIO DI PROGRAMMAZIONE:
Evidenziato in colore rosso solo i valori da modificare
%
O1000 (RICHIAMO MACRO G68 INT-EST)
#1=0 (LAVORAZIONE INTERNA =0 /ESTERNA =1)
#2=180 ( DIREZIONE ANGOLARE=180 )
#3=1 (NUMERO UTENSILE)
#4=11 (RAGGIO UTENSILE)
#5=25.0 (DIAMETRO DEL FORO)
#6=8.0 (LARGHEZZA INSERTO )
#7=3.4 (PROFONDITA LAVORAZIONE - SUL RAGGIO )
#8=30.0 (LUNGHEZZA UTILE LAVORO ASSE Z )
#9=6000 (VELOCITA DI TAGLIO ASSE Z )
#10=0.06 (INCREMENTO DI PASSATA )
#11=0 (ANGOLO DI LAVORO 0=CILINDRICO )
#12=15.0 (DISTANZA INIZIO LAVORO ASSE Z)
#13=0.2 (DISTANZA INIZIO LAVORO ASSE X)
#14= 0.0 (ERRORE LONGITUDINALE ASSE Z)
#15=90 (ANGOLO DI USCITA 90° / 45°)
#16=2 (NUMERO FINITURE A ZERO)
#17=0 (CODICE G RITORNO 0=1)
#18=8000 (AVANZAMENTO RITORNO ASSE Z)
#19=10 (X ORIGINE)
#20=10 (Y ORIGINE )
#21=8 (CODICE M REFRIGERANTE 0=SPENTO)
M98P8000
M30
CHIAVETTA DI FORO CONICO SENZA GOLA DI SCARICO

Nella figura è riportato l'esempio di una brocciatura realizzata con il REV BROACHING TOOL in un ingranaggio con foro conico. La brocciatura della chiavetta segue il profilo del foro conico e pertanto risulta essere angolata rispetto all'asse orizzontale del pezzo. Si tratta di una lavorazione molto difficile da realizzare con le macchine brocciatrici o stozzatrici tradizionali, ma, al contrario, molto semplice e molto rapida da realizzare con il REV BROACHING TOOL su torni o centri di lavoro CNC. L'esecuzione di uno smusso di 0.2 x 45° sugli angoli della chiavetta all'interno del foro conico consente di ottenere un pezzo completamente privo di bave. La nostra società mette a disposizione dei clienti appositi programmi per cnc.
ESEMPIO DI PROGRAMMAZIONE:
Evidenziati in red solo i valori da modificare
%
O1000 (RECALL MACRO G68 INT-EST)
#1=0 (LAVORAZIONE INT =0 /EST =1)
#2=180 (DIREZIONE ANGOLARE=180)
#3=1 (NUMERO UTENSILE)
#4=11 (RAGGIO UTENSILE)
#5=25.0 (DIAMETRO FORO)
#6=8.0 (SPESSORE INSERTO)
#7=3.4 (PROFONDITA' DI LAVORAZIONE SUL RAGGIO )
#8=30.0 (LUNGHEZZA TRATTO UTILE DI LAVORO ASSE Z)
#9=6000 (VELOCITA' DI TAGLIO ASSE Z)
#10=0.06 (INCREMENTO AD OGNI PASSATA)
#11=5 (ANGOLO DI LAVORAZIONE 0=CILINDRICO)
#12=15.0 (DISTANZA INIZIO DI LAVORAZIONE ASSE Z)
#13=0.2 (DISTANZA INIZIO DI LAVORAZIONE ASSE X)
#14= 0.0 (ERRORE LONGITUDINALE ASSE Z)
#15=90 (ANGOLO DI USCITA 90°/45°)
#16=2 (NUMERO DI PASSATE DI FINITURA A 0)
#17=0 (CODICE G RITORNO 0=1)
#18=8000 (VELOCITA' DI RITORNO ASSE Z MM/MIN)
#19=0 (X ORIGINE)
#20=0 (Y ORIGINE)
#21=8 (CODICE M REFRIGERANTE 0=SPENTO)
M98P8000
M30
SEDE DI CHIAVETTA FASATA

L'esempio mostrato nella figura si riferisce ad una biella sulla quale sono stati eseguiti un foro ∅ 25 H7 e due fori ∅ 10 H7.
Anche in questo caso è stata realizzata una chiavetta 8,02 direttamente sul centro di lavoro.
Tale operazione consente di non movimentare il pezzo realizzando la brocciatura della chiavetta esattamente in fase ai due fori ∅ 10 H7.
Inoltre, il tempo di lavorazione risulta essere notevolmente più breve.
ESEMPIO DI PROGRAMMAZIONE:
Evidenziato in colore rosso solo i valori da modificare
%
O1000 (RICHIAMO MACRO G68 INT-EST)
#1=0 (LAVORAZIONE INTERNA =0 /ESTERNA =1)
#2=135 (DIREZIONE POLARE – X+=0 Y+=90 X-=180 Y-=270)
#3=1 (NUMERO UTENSILE)
#4=11 (RAGGIO UTENSILE)
#5=25.0 (DIAMETRO DEL FORO)
#6=8.0 (LARGHEZZA INSERTO )
#7=3.4 (PROFONDITA LAVORAZIONE - SUL RAGGIO )
#8=30.0 (LUNGHEZZA UTILE LAVORO ASSE Z )
#9=6000 (VELOCITA DI TAGLIO ASSE Z )
#10=0.06 (INCREMENTO DI PASSATA )
#11=0 (ANGOLO DI LAVORO 0=CILINDRICO )
#12=15.0 (DISTANZA INIZIO LAVORO ASSE Z)
#13=0.2 (DISTANZA INIZIO LAVORO ASSE X)
#14= 0.0 (ERRORE LONGITUDINALE ASSE Z)
#15=90 (ANGOLO DI USCITA 90° / 45°)
#16=2 (NUMERO FINITURE A ZERO)
#17=0 (CODICE G RITORNO 0=1)
#18=8000 (AVANZAMENTO RITORNO ASSE Z)
#19=10 (X ORIGINE)
#20=10 (Y ORIGINE )
#21=8 (CODICE M REFRIGERANTE 0=SPENTO)
M98P8000
M30
CHIAVETTA INTERNA CIECA

Come mostra la figura, con l'utensile per brocciatura REV BROACHING TOOL è possibile ricavare una chiavetta all'interno di un pezzo anche in assenza di gole di scarico. La brocciatura senza gole di scarico riduce sensibilmente il tempo-pezzo, ma necessita di inserti speciali, con un angolo tagliente più inclinato rispetto alla serie, in quanto l'utensile deve eseguire un raggio per staccarsi dalla parete del pezzo. Questo tipo di lavorazione viene utilizzato quando vi sono difficoltà ad eseguire le gole di scarico all'interno del pezzo oppure quando l'esecuzione di una gola di scarico rischia di indebolirne la struttura.
Per la brocciatura della chiavetta in assenza di gole di scarico, la nostra società mette a disposizione un apposito programma per cnc.
ESEMPIO DI PROGRAMMAZIONE:
Evidenziato in colore rosso solo i valori da modificare
%
O1000 (RICHIAMO MACRO G68 INT-EST)
#1=0 (LAVORAZIONE INTERNA =0 /ESTERNA =1)
#2=180 (DIREZIONE ANGOLARE=180 )
#3=1 (NUMERO UTENSILE)
#4=11 (RAGGIO UTENSILE)
#5=25.0 (DIAMETRO DEL FORO)
#6=8.0 (LARGHEZZA INSERTO )
#7=3.4 (PROFONDITA LAVORAZIONE - SUL RAGGIO )
#8=30.0 (LUNGHEZZA UTILE LAVORO ASSE Z )
#9=6000 (VELOCITA DI TAGLIO ASSE Z )
#10=0.06 (INCREMENTO DI PASSATA )
#11=0 (ANGOLO DI LAVORO 0=CILINDRICO )
#12=15.0 (DISTANZA INIZIO LAVORO ASSE Z)
#13=0.2 (DISTANZA INIZIO LAVORO ASSE X)
#14= 0.0 (ERRORE LONGITUDINALE ASSE Z)
#15=45 (ANGOLO DI USCITA 90° / 45°)
#16=2 (NUMERO FINITURE A ZERO)
#17=0 (CODICE G RITORNO 0=1)
#18=8000 (AVANZAMENTO RITORNO ASSE Z)
#19=0 (X ORIGINE)
#20=0 (Y ORIGINE )
#21=8 (CODICE M REFRIGERANTE 0=SPENTO)
M98P8000
M30
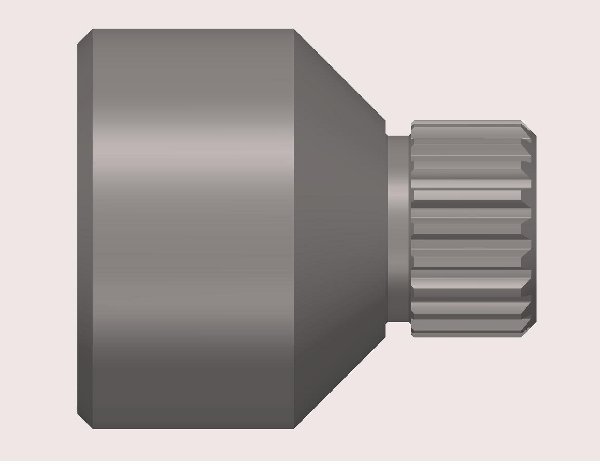
SCANALATO LUNGO PER CINGHIA

ESEMPIO DI PROGRAMMAZIONE:
Evidenziati in colore rosso solo i valori da modificare
O1000(RICHIAMO MACRO O1000)
#1=1 (0=LAVORAZIONE INT 1=LAVORAZIONE EST)
#2=0707 (NUMERO UTENSILE- ATTENZIONE:NON INSERIRE LA LETTERA T PRIMA DEL 0707)
#3=15.0 (DISTANZA INIZIO LAVORO ASSE Z)
#4=0.2 (DISTANZA INIZIO LAVORO ASSE X)
#5=42 (DIAMETRO DEL FORO O ALBERO)
#6=0,5 (LARGHEZZA INSERTO)
#7=2,30 (PROFONDITA' LAVORAZIONE SUL RAGGIO ASSE X)
#8=25 (LUNGHEZZA LAVORAZIONE ASSE Z)
#9=6000 (VELOCITA' DI TAGLIO IN MILLIMETRI AL MINUTO)
#10=0,05 (INCREMENTO DI PASSATA)
#11=0 (ERRORE CONICITA' AMMESSO MAX 0.25 SU RAGGIO)
#12=90 (ANGOLO DI USCITA 90°/45°)
#13=2 (NUMERO FINITURE A ZERO)
#14=23 (NUMERO LAVORAZIONI)
#15=0 (ANGOLO C PRIMA LAVORAZIONE)
#16=15,6521 (ANGOLO FRA LE LAVORAZIONI)
#17=0 (CODICE G RITORNO 0= RAPIDO 1=LAVORO)
#18=6000 (AVANZAMENTO RITORNO ASSE Z ATTIVO SOLO SE #17 =1)
#19=0 (ANGOLO DI LAVORO 0=CILINDRICO/CON VALORE=CONICO)
#20=0 (ANGOLO ELICA +- INTERPOLATO CON ASSE C)
#21=0 (DIAMETRO PRIMITIVO DELLA DENTATURA SPIRAL)
#22=35 (CODICE M ATTIVAZIONE ASSE C)
#23=34 (CODICE M DISATTIVAZIONE ASSE C)
#24=90 (CODICE M SBLOCCO FRENO C)
#25=89 (CODICE M BLOCCO FRENO C)
#26=8 (REFRIGERANTE 8=ACCESO 0=SPENTO)
#27=1 (FRENO 0=NO 1=SI)
M98P8000 (RICHIAMO MACRO)
(M99=RITORNO PROGRAMMA PRINCIPALE ) OPPURE (M30= FINE PROGRAMMA)
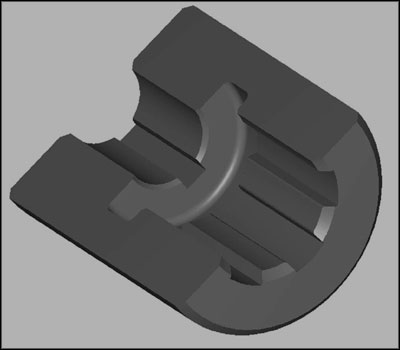
SCANALATURA CARDANICA SENZA GOLA DI SCARICO

Nella figura viene mostrato un particolare nel quale sono state realizzate, con l'utensile per brocciatura REV BROACHING TOOL, 6 cave per ottenere una presa di forza cardanica. Si tratta di un pezzo speciale per la cui lavorazione si è provveduto a profilare appositamente un inserto. Si è inoltre eseguito uno smusso di 0.2X45° nel punto di intersezione tra il foro e la sede chiavetta, rendendo così il pezzo completamente privo di bave. La lavorazione di brocciatura eseguita con il REV BROACHING TOOL è risultata essere perfettamente in centro al pezzo ed essendo effettuata direttamente sul tornio ha consentito di ridurre moltissimo i tempi di produzione. Anche per questa lavorazione la ns. Azienda può fornire programmi specifici per ciascuna delle macchine CNC attualmente in commercio.
ESEMPIO DI PROGRAMMAZIONE:
Evidenziato in colorerossosolo i valori da modificare
O1000(RICHIAMO MACRO O1000)
#1=0(0=LAVORAZIONE INT 1=LAVORAZIONE EST)
#2=0707(NUMERO UTENSILE- ATTENZIONE:NON INSERIRE T PRIMA DI 0707)
#3=15.0(DISTANZA INIZIO LAVORO ASSE Z)
#4=0.2(DISTANZA INIZIO LAVORO ASSE X)
#5=25(DIAMETRO DEL FORO O ALBERO)
#6=8(LARGHEZZA INSERTO)
#7=3.3(PROFONDITA' LAVORAZIONE SUL RAGGIO ASSE X)
#8=30(LUNGHEZZA LAVORAZIONE ASSE Z)
#9=6000(VELOCITA' DI TAGLIO IN MILLIMETRI AL MINUTO)
#10=0,05(INCREMENTO DI PASSATA)
#11=0(ERRORE CONICITA' AMMESSO MAX 0.25 SU RAGGIO)
#12=45(ANGOLO DI USCITA 90°/45°)
#13=2(NUMERO FINITURE A ZERO)
#14=6(NUMERO LAVORAZIONI)
#15=0(ANGOLO C PRIMA LAVORAZIONE)
#16=60(ANGOLO FRA LE LAVORAZIONI)
#17=0(CODICE G RITORNO 0= RAPIDO/ 1=LAVORO)
#18=6000(AVANZAMENTO RITORNO ASSE Z ATTIVO SOLO SE #17 =1)
#19=0(ANGOLO DI LAVORO 0=CILINDRICO/CON VALORE=CONICO)
#20=0(ANGOLO ELICA +- INTERPOLATO CON ASSE C)
#21=0(DIAMETRO PRIMITIVO DELLA DENTATURA SPIRAL)
#22=35(CODICE M ATTIVAZIONE ASSE C)
#23=34(CODICE M DISATTIVAZIONE ASSE C)
#24=90(CODICE M SBLOCCO FRENO C)
#25=89(CODICE M BLOCCO FRENO C)
#26=8(REFRIGERANTE 8=ON 0=OFF)
#27=1(FRENO 0=NO 1=SI)
M98P8000 (RICHIAMO MACRO)
(M99=RITORNO PROGRAMMA PRINCIPALE)
OPPURE (M30=FINE PROGRAMMA)
SCANALATURA CARDANICA CON GOLA DI SCARICO

Nella figura viene mostrato un particolare nel quale sono state realizzate, con l'utensile per brocciatura REV BROACHING TOOL, 6 cave per ottenere una presa di forza cardanica. Si tratta di un pezzo speciale per la cui lavorazione si è provveduto a profilare appositamente un inserto. Si è inoltre eseguito uno smusso di 0.2X45° nel punto di intersezione tra il foro e la sede chiavetta, rendendo così il pezzo completamente privo di bave. La lavorazione di brocciatura eseguita con il REV BROACHING TOOL è risultata essere perfettamente in centro al pezzo ed essendo effettuata direttamente sul tornio ha consentito di ridurre moltissimo i tempi di produzione. Anche per questa lavorazione la ns. Azienda può fornire programmi specifici per ciascuna delle macchine CNC attualmente in commercio.
ESEMPIO DI PROGRAMMAZIONE:
Evidenziato in colore rosso solo i valori da modificare
O1000(RICHIAMO MACRO O1000)
#1=0 (0=LAVORAZIONE INT 1=LAVORAZIONE EST)
#2=0707 (NUMERO UTENSILE- ATTENZIONE:NON INSERIRE T PRIMA DI 0707)
#3=15.0 (DISTANZA INIZIO LAVORO ASSE Z)
#4=0.2 (DISTANZA INIZIO LAVORO ASSE X)
#5=25 (DIAMETRO DEL FORO O ALBERO)
#6=8 (LARGHEZZA INSERTO)
#7=3.3 (PROFONDITA' LAVORAZIONE SUL RAGGIO ASSE X)
#8=30 (LUNGHEZZA LAVORAZIONE ASSE Z)
#9=6000 (VELOCITA' DI TAGLIO IN MILLIMETRI AL MINUTO)
#10=0,05 (INCREMENTO DI PASSATA)
#11=0 (ERRORE CONICITA' AMMESSO MAX 0.25 SU RAGGIO)
#12=90 (ANGOLO DI USCITA 90°/45°)
#13=2 (NUMERO FINITURE A ZERO)
#14=6 (NUMERO LAVORAZIONI)
#15=0 (ANGOLO C PRIMA LAVORAZIONE)
#16=60 (ANGOLO FRA LE LAVORAZIONI)
#17=0 (CODICE G RITORNO 0= RAPIDO/ 1=LAVORO)
#18=6000 (AVANZAMENTO RITORNO ASSE Z ATTIVO SOLO SE #17 =1)
#19=0 (ANGOLO DI LAVORO 0=CILINDRICO/CON VALORE=CONICO)
#20=0 (ANGOLO ELICA +- INTERPOLATO CON ASSE C)
#21=0 (DIAMETRO PRIMITIVO DELLA DENTATURA SPIRAL)
#22=35 (CODICE M ATTIVAZIONE ASSE C)
#23=34 (CODICE M DISATTIVAZIONE ASSE C)
#24=90 (CODICE M SBLOCCO FRENO C)
#25=89 (CODICE M BLOCCO FRENO C)
#26=8 (REFRIGERANTE 8=ON 0=OFF)
#27=1 (FRENO 0=NO 1=SI)
M98P8000 (RICHIAMO MACRO)
(M99=RITORNO PROGRAMMA PRINCIPALE)
OPPURE (M30=FINE PROGRAMMA)
FORO ESAGONALE O QUADRATO


L'esempio mostrato nella figura si riferisce ad un mozzo in cui è stato brocciato un quadro con l'utensile per brocciatura REV BROACHING TOOL. Anche in questo caso, come nell'esempio precedente, si tratta di un pezzo che si può definire speciale. L'esecuzione del quadro risulta molto semplice in quanto è sufficiente ripetere quattro volte, ruotando l'asse C di 90°, l'operazione con cui si realizza un lato del quadro. L'utilizzo del REV BROACHING TOOL per questa lavorazione offre non solo il vantaggio di non dover movimentare il pezzo, ma anche quello di ottenere un quadro perfettamente al centro del particolare, consentendo di correggerne la misura senza difficoltà. Di contro, utilizzando macchine tradizionali, quali le stozzatrici, l'operazione di esecuzione del quadro è lunga e difficoltosa e non si riesce a ottenere il perfetto centraggio fra il quadro e il pezzo tornito. Per l’esecuzione del foro quadrato o esagonale la ns. Azienda può fornire programmi specifici per ciascuna delle macchine CNC attualmente in commercio.
ESEMPIO DI PROGRAMMAZIONE:
Evidenziati in colore rosso solo i valori da modificare
O1000(RICHIAMO MACRO O1000)
#1=0 (0=LAVORAZIONE INT 1=LAVORAZIONE EST)
#2=0707 (NUMERO UTENSILE- ATTENZIONE:NON INSERIRE LA LETTERA T PRIMA DEL 0707)
#3=15.0 (DISTANZA INIZIO LAVORO ASSE Z)
#4=0.2 (DISTANZA INIZIO LAVORO ASSE X)
#5=25 (DIAMETRO DEL FORO O ALBERO)
#6=8 (LARGHEZZA INSERTO)
#7=3.3 (PROFONDITA' LAVORAZIONE SUL RAGGIO ASSE X)
#8=30 (LUNGHEZZA LAVORAZIONE ASSE Z)
#9=6000 (VELOCITA' DI TAGLIO IN MILLIMETRI AL MINUTO)
#10=0,05 (INCREMENTO DI PASSATA)
#11=0 (ERRORE CONICITA' AMMESSO MAX 0.25 SU RAGGIO)
#12=90 (ANGOLO DI USCITA 90°/45°)
#13=2 (NUMERO FINITURE A ZERO)
#14=6 (NUMERO LAVORAZIONI)
#15=0 (ANGOLO C PRIMA LAVORAZIONE)
#16=60 (ANGOLO FRA LE LAVORAZIONI)
#17=0 (CODICE G RITORNO 0= RAPIDO 1=LAVORO)
#18=6000 (AVANZAMENTO RITORNO ASSE Z ATTIVO SOLO SE #17 =1)
#19=0 (ANGOLO DI LAVORO 0=CILINDRICO)
#20=0 (ANGOLO ELICA +- INTERPOLATO CON ASSE C)
#21=0 (DIAMETRO PRIMITIVO DELLA DENTATURA SPIRAL)
#22=35 (CODICE M ATTIVAZIONE ASSE C)
#23=34 (CODICE M DISATTIVAZIONE ASSE C)
#24=90 (CODICE M SBLOCCO FRENO C)
#25=89 (CODICE M BLOCCO FRENO C)
#26=8 (REFRIGERANTE 8=ACCESO 0= SPENTO)
#27=1 (FRENO 0=NO 1=SI)
M98P8000 (RICHIAMO MACRO)
(M99=RITORNO PROGRAMMA PRINCIPALE) OPPURE (M30=FINE PROGRAMMA)